2024-2030年中国模具热流道系统市场研究与产业竞争格局报告
2018-2022 年中国模具热流道系统市场研究与产业竞争格局报告 [ 正文目录 ] 网上阅读: http://www.cninfo360.com/ 第 1 章 模具热流道系统行业概述 1 第一节 模具热流道系统行业定义 1 第二节 模具热流道系统行业市场特点分析 1 一、产品特征 1 二、影响需求的关键因素...
- 743472
- 博研咨询&市场调研在线网了解机构实力

- 010-62665210、010-62664210、18811791343、400-186-9919
- service@cninfo360.com
我公司拥有所有研究报告产品的著作权,我们从未通过任何第三方平台代理销售或授权其开展业务咨询。当您购买报告或咨询业务时,请认准“博研咨询”,及官方网站市场调研在线(www.cninfo360.com)。若要进行引用、刊发,需要获得博研咨询的正式授权。
- 报告目录
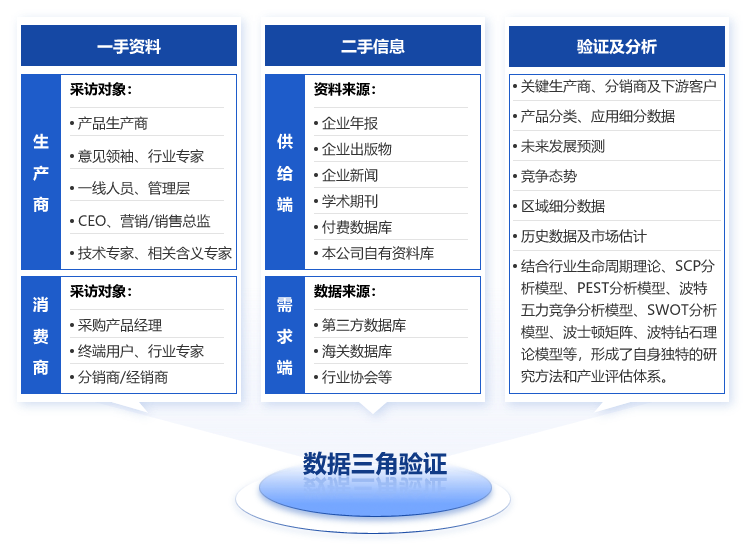
- 研究方法
2024-2030年中国模具热流道系统市场研究与产业竞争格局报告
[正文目录] 网上阅读:http://www.cninfo360.com/
第1章 模具热流道系统行业概述 1
第一节 模具热流道系统行业定义 1
第二节 模具热流道系统行业市场特点分析 1
一、产品特征 1
二、影响需求的关键因素 2
三、主要竞争因素 2
第三节 模具热流道系统行业发展周期分析 3
第2章 2014-2020年世界模具热流道系统行业市场分析 5
第一节2014-2020年世界模具热流道系统行业运行环境分析 5
一、当前经济环境分析 5
二、经济政策对产业的影响 13
第二节2014-2020年世界模具热流道系统市场竞争现状分析 14
热流道成型(hot runner)是指从注射机喷嘴送往浇口的塑料始终保持熔融状态,在每次开模时不需要固化作为废料取出,滞留在浇注系统中的熔料可在再一次注射时被注入型腔。 理想的注塑系统应形成密度一致的部件,不受所有的流道、飞边和浇口的影响。相对冷流道来讲,热流道要做到这一点,就必须维持材料在热流道内的熔融状态,不会随成形件送出。热流道工艺有时称为热集流管系统,或者称为无流道模塑。简单来讲,可以把热集流管视为机筒和注塑机喷嘴的延伸部分。热流道系统的作用就是把始终保持在熔融状态材料送到模内的每一浇口。
热流道技术是应用于塑料注塑模浇注流道系统的一种先进技术,是塑料注塑成型工艺发展的一个热点和方向。
热流道系统的历史
作为一项先进的注塑加工技术,热流道技术在欧美国家的普及使用可以追溯到上个世纪的中期甚至更早,早在1940年12月,E.R.Knowles就取得了热流道技术的专利权。而在中国,这一技术的真正推广应用不过是近几年发生的事情。
热流道的发明、专利申请和商业化的历史可以追溯到十九世纪的50年代早期,涉及北美地区许多热流道的制造商,包括:Protective Closures Co. ,Improved Machinery Co., Watlow, Caco-Pacific, 英柯欧, 和 Mold-Masters.,他们当中,英柯欧和Mold-Masters都申称他们是第一个市场上商业化的热流道系统制造商。
英柯欧公司:Incoe Injection Control and Engineering—即现在众所周知的英柯欧公司,总部位于美国密歇根州Troy。英柯欧公司成立于1958年,同年,向市场推出和销售内加热的浇口套和喷嘴套件(nozzle and sprue-bushing kits)。1959年二月份,英柯欧向美国政府申请“Internally Heated Nozzle and Molding Method.”专利,1961年11月份,美国3,010,155专利专利批准了这项由英柯欧公司的创始人之一的Gerald D. Gilmore博士研发的“内置加热的浇口套和喷嘴组件”的技术发明。
马斯特模具公司(Mold-Masters Ltd)总部位于加拿大的多伦多铁Georgetown.,由工具制作大师Jobst U.Gellert于1963年创立,Gellert于1958年从德国移民到加拿大,直到创立自已公司之前,一直在为Husky从事外加热浇口和流道系统的工作。1965年Gellert 申请专利“在热浇道外用铸埋式加热元件制造热流道的方法”,1968年获得专利批准,该专利奠定了Mold-Masters成为第一家提供商业化铸埋式热流道公司的地位。
热流道系统的功能是绝热地将热塑性熔体送到成型模具附近或直接送入模具。热流道能够独立地加热,而在注塑模具中热绝缘,这样能够单独补偿因为与“冷”模具接触而造成的热量损耗。热流道模具已被成功地用于加工各种塑料材料,可以用冷流道模具加工的塑料材料几乎都可 以用热流道模具加工。其零件最小的在0.1克以下,最大的在30公斤以上。热流道模具在电子、汽车、医疗、日用品、玩具、包装、建筑、办公设备等领域都有着到广泛的应用。
尽管世界上有许多热流道生产厂商和多种热流道产品系列,但一个典型的热流道系统均由以下几大部分组成:
1、热流道板
热流道板是整个热流道的系统的核心元件,其主要任务是恒温地将熔体从主流道送入各个单独喷嘴,在熔体传送过程中,熔体的压力降尽可能减小,并不允许材料降解。常用热流道板的形式有:一字型,H型,Y型,X字型;结构上有外加热热流道板和内加热热流道板两大类。
2、喷嘴
热流道模具按喷嘴结构形式不同有多种形式,类型均大同小异,但各个厂家加工工艺和实施方法有很大区别,这决定了热流道系统的质量和价格的差异。
主要包括:热尖式热流道系统(HOT TIP)、浇套式热流道系统 (SPRUE GATING)、阀式热流道系统 (VALVE GATING)
3、热流道控制器
温度控制器(Hotrunner Controllor);热流道温控器就是对热流道系统的各个位置进行温度控制的仪器,由底端向高端分别有通断位式,积分微分比例控制式和新型智能化温控器等种类,根据需要用户可以同其它模内组件配合使用。
顺序控制器( Sequential Valve Gate Controller):为解决注塑中存在问题,在生产尺寸大或结构复杂或难以成型的部品时通常采用顺序填充系统,所有使用顺序填充的热流道分流板系统都有液压或气压驱动的针阀式喷嘴。使用顺序填充系统,处理器可选择性地控制每个喷嘴开、关的时间以精确控制材料前端流速。
4、铺助零件
如热流道加热元件
加热元件是热流道系统的重要组成部分,其加热精度和使用寿命对于注塑工艺的控制和热流道系统的工作稳定影响重大。一般有加热棒、加热圈、管式加热器、螺旋式加热器(加热盘条)等等。
热流道模具已被成功地用于加各种塑料材料、如PP、PE、PS、ABS、PBT 、PA 、PSU、 PC 、POM 、LCP 、PVC、 PET 、PMMA、 PEI 、ABS/PC等,任何可以用冷流道模加工的塑料材料都可以用热流通模具加工。
随着电子、汽车、医疗、日用品、玩具、包装、建筑、办公设备等各工业部门对塑料制品需求的增加、以及加工工艺要求的提高,模具热流道系统行业得到了快速的发展。
目前全球主要的模具热流道系统生产商主要分布在北美与欧洲,此外在中国经济快速发展的大背景下,国外模具热流道系统生产巨头对中国市场的开发力度明显加强。
最近几年里,世界著名的热流道技术供应商们以各种形式陆续进驻中国、或建立生产基地、或寻找代理、或设立办事处、或建立子公司。这一潮流中,韩国企业动手最早,韩国的yudo(柳道)、sino(先锐)等品牌在我国均具备了相当的影响力;另有总部位于菏兰的圣万提和加拿大的马斯特分别在苏州和昆山建立的工厂先后投产;意大利的英格斯在杭州设厂;北美注塑二业巨人赫斯基独资建立了亚洲运营中心—赫斯墓上海技术中心。
根据意大利INGLASS集团发布的统计数据,2015年全球热流道市场规模达到169419.2万欧元,较2014年的151965.0万欧元增长11.49%。INGLASS预计全球模具热流道系统市场规模将从2016年的18.83亿欧元增长至2018年的22.77亿欧元。
当中中国与美国是全球主要的模具热流道系统需求国家,2015年中国模具热流道系统市场规模规模达到4.21亿欧元,占全球市场总量的24.9%;美国市场规模为2.64亿欧元,规模占比为15.6%,二者合计占全球市场总量的40.5%。
就区域而言:目前亚洲市场是全球最大的模具热流道消费市场,2015年该区域市场规模为6.54亿欧元,占全球市场总量的38.6%;北美市场规模为3.59亿欧元,需求占比为21.2%;欧洲模具热流道系统市场规模为4.12亿欧元,占同期总量的24.3%。
2013-2015年全球模具热流道系统区域规模变动趋势(亿欧元)
|
地区 |
2013年 |
2011年 |
2014年 |
2015年 |
|
亚太 |
4.30 |
5.00 |
5.70 |
6.54 |
|
北美 |
2.76 |
3.06 |
3.33 |
3.59 |
|
欧洲 |
3.05 |
3.44 |
3.80 |
4.12 |
|
其他 |
1.70 |
1.99 |
2.37 |
2.69 |
|
合计 |
11.81 |
13.50 |
15.20 |
16.94 |